
Очень часто в комплектации с листогибом идет достаточно популярное и незаменимое особенно при небольшом производстве оборудование – роликовый нож.
Очень часто если купить листогибочный станок, то в комплектации идет достаточно популярное и незаменимое особенно при небольшом производстве оборудование – роликовый нож. С его помощью осуществляется резка различных материалов, толщиной до 0,8 мм, в зависимости от типа металла. Корпус ножа изготавливается из стали, после чего покрывается порошковой краской. Сами режущие ножи производятся из инструментальной стали с последующей закалкой.
Роликовый нож имеет 5 точек опор со станком, это позволяет избежать искривлений или отвода ножа в сторону в процессе эксплуатации.

Верхние ролики изготовлены из высокопрочного пластика, имеют подшипники на стопорных кольцах. Данная конструкция защищает механизм роликов от пыли, что значительно продлевает работу самого режущего оборудования.

Чтобы на протяжении долгого времени получать стабильное качество реза необходимо правильно установить роликовый нож на листогибочный станок. Для этого необходимо, чтобы верхняя поверхность ножа была строго перпендикулярна линии реза. В данном устройстве это обеспечивается с помощью специального механизма, состоящего из шестигранника и встроенного внутри винта, который позволяет устанавливать нож на требуемый угол.
Следует также обратить внимание на два нижних металлических ролика, по виду напоминающие подшипники. Данный узел устройства позволяет нам скорректировать положение ножа в нижней точке станка. Эти ролики располагаются на прижимной кромке станка.

Центральный ролик изготавливается из высокопрочного пластика и насаживается на подшипник, за счет него обеспечивается плавность хода. Он принимает на себя основную массу ножа и усилие при резке материала.
Все эти 3 ролика позволяют отводить нож от станка и добиваться максимально высокого качества реза.
Как правильно отрегулировать зазор?
Конструкция устроена таким образом, что верхний ролик соприкасается с нижним на величину чуть больше, чем толщина листа, при этом данное значение не должно превышать 1,5 – 2,0 мм, в противном случае значительно увеличится усилие необходимое для резки материала.
Пожалуй, самый часто задаваемый вопрос, как правильно отрегулировать зазор? В среднем его величина составляет 1/8 толщины обрабатываемого металла. Если у вас нет специальных приспособлений для измерения данного значения, можно отрегулировать его опытным путем.
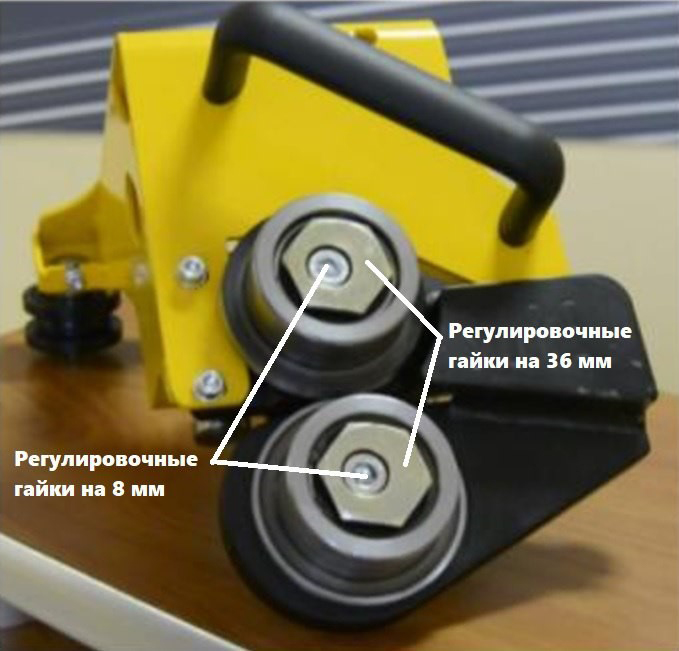
Для этого необходимо ослабить шестигранные гайки, используя гаечный ключ на 36 мм и ключ-шестигранник на 8 мм. После этого переходим непосредственно к установке зазора. Данная операция осуществляется путем медленного вращения верхнего ролика таким образом, чтобы сопряженный с ним нижний оставался неподвижным (достаточно зафиксировать его положение рукой).

При длительной эксплуатации оборудования ролики изнашиваются и подлежат замене. Однако можно продлить срок их службы путем шлифовки. Они легко снимаются, после чего на шлифовальном станке обрабатывается режущая кромка роликов. После данного процесса ролики вновь устанавливаются на нож, и Вы вновь можете обрабатывать металл, получая в итоге качественный результат.