Очень часто небольшие предприятия на своих производствах используют односегментные листогибы. Для примера рассмотрим производство фасадной кассеты закрытого типа на листогибочном станке Decker S-2150.
Очень часто небольшие предприятия на своих производствах используют односегментные листогибы. Для примера рассмотрим производство фасадной кассеты закрытого типа на ручном листогибочном станке.
Всё оборудование, которое используется для производства фасадных кассет закрытого типа, а также нюансы, которые необходимо рассматривать при их покупке Вы можете найти здесь.
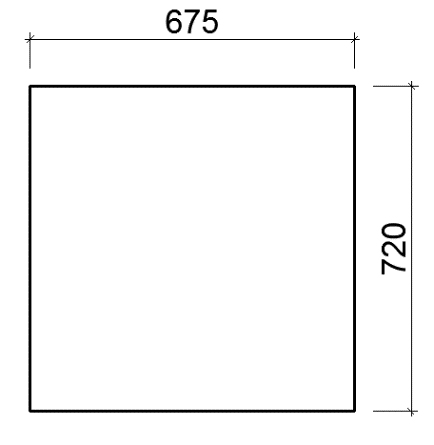
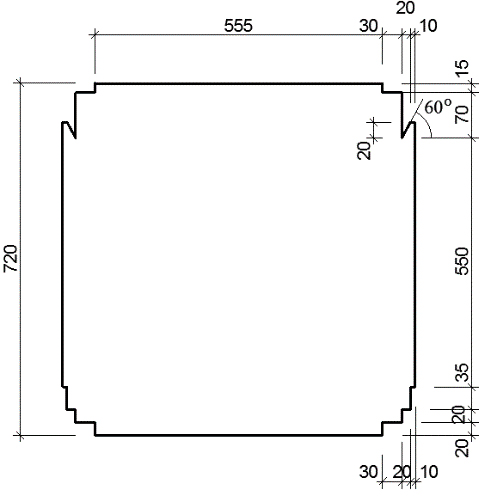
1. Сначала следует сделать разметку заготовки по чертежам и затем вырубить ее из металлического листа (чтобы получить готовую кассету размером 555х550 берем исходный лист 675х720 мм). Для данной операции необходимо использовать механическую гильотину, если у Вас небольшое производство. Либо электромеханическую, если требуется изготавливать крупные партии фасадных кассет.
2. С помощью специального угловырубного пресса для фасадных кассет вырезаем углы.
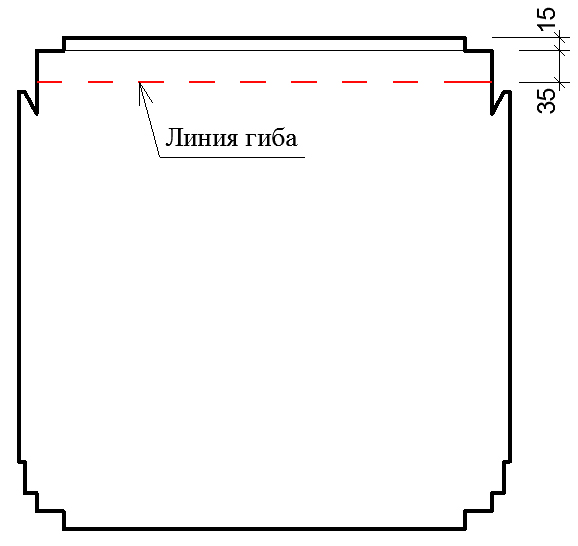
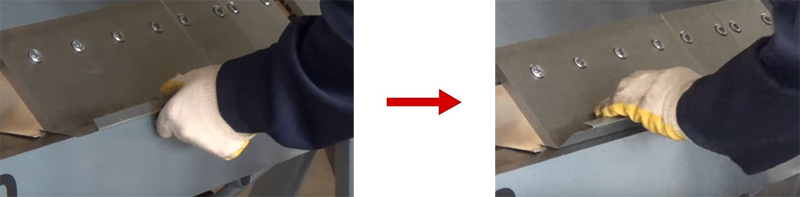
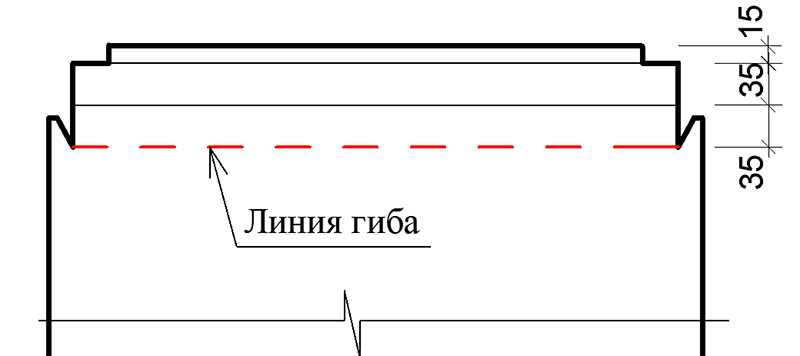
3. Следующим этапом переходим к непосредственной гибке изделия. Фиксируем заготовку при помощи прижимной балки листогибочного станка, оставляя с внешней стороны станка полку в 15 мм, после чего сгибаем деталь на 135°.

4. Вынимаем изделие. Оставив снаружи часть заготовки в 35 мм с согнутым краем, затем производим загиб в 60° и извлекаем изделие.
5. Поворачиваем заготовку на 180° и прижимаем так, чтобы с наружной стороны осталась полка в 35 мм с согнутыми краями. Далее, производим сгиб на 90°.
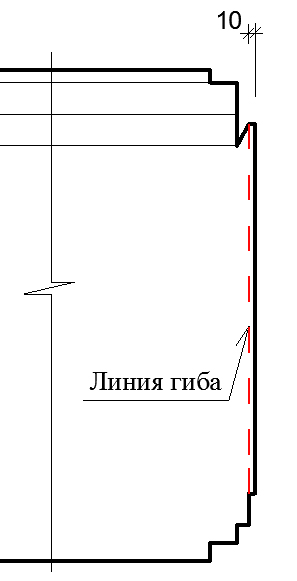
6. Поворачиваем лист на 90° и помещаем в
листогибочный станок так, чтобы спереди оставалась полка в 10 мм. После чего сгибаем заготовку на 90°.
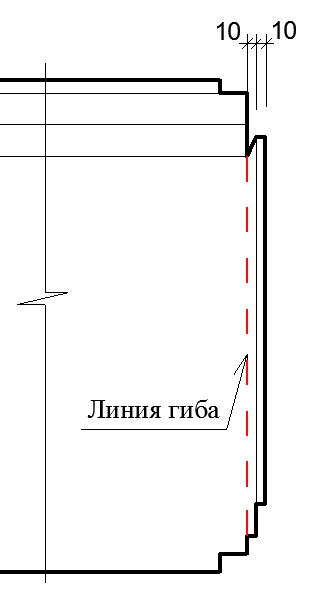
7. Вытаскиваем изделие. Оставив снаружи полку в 10 мм с загнутым краем, далее вновь осуществляем загиб в 90°.
8. Загиб другой симметричной грани осуществляется аналогично.
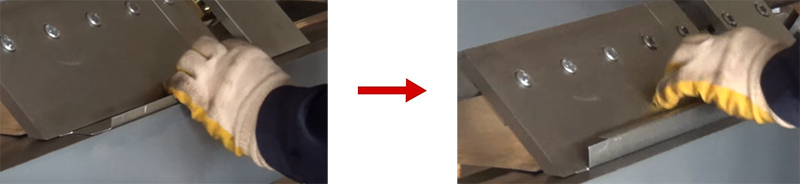
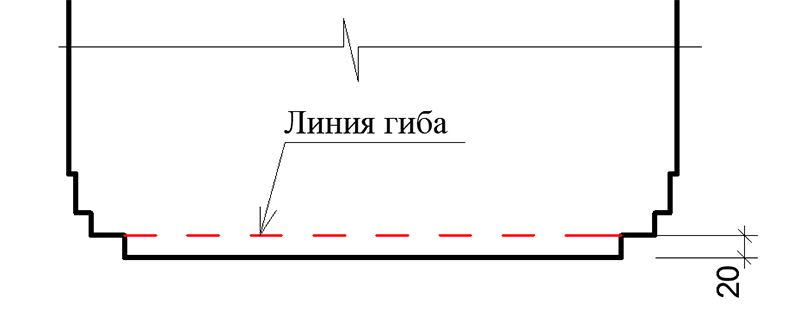
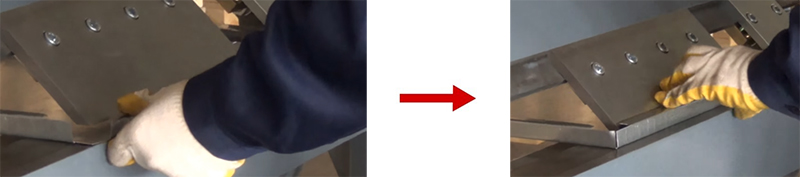
9. Далее осуществляем загиб нижней части кассеты. Для этого делаем так, чтобы с внутренней стороны оставалась полка в 20 мм, затем осуществляем сгиб на 90°.
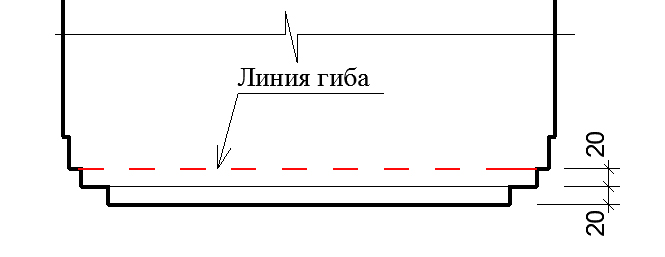
10. Вытаскиваем изделие. Поворачиваем его таким образом, чтобы полка в 20 мм и согнутый край оказались снаружи, после чего производим загиб в 90°. Затем извлекаем изделие.
11. Последним этапом в процессе производства фасадной кассеты является пробивка отверстий для креплений, их число и диаметр будут зависеть от размера готового изделия. Данная операция осуществляется за счет ручного дыропробивного пресса.
12. Фасадная кассета закрытого типа готова!
Производство фасадных кассет закрытого типа требует качественной проработки всего производственного цикла, и является не простым делом.