
Данные бренды появились на российском рынке металлообрабатывающего оборудования чуть более 15 лет назад. Станки американского производства достаточно быстро получили большую популярность, т.к. они легки, просты в использовании и неприхотливы.
Данные бренды появились на российском рынке металлообрабатывающего оборудования чуть более 15 лет назад. Станки американского производства достаточно быстро получили большую популярность, т.к. они легки, просты в использовании и неприхотливы. Однако оборудование TAPCO появилось чуть раньше, чем Van Mark, следовательно, приобрело большую известность.
После введения станков TAPCO в широкое пользование, главный инженер компании доработал этот листогиб, убрав некоторые его «болевые точки», и в результате получилась более совершенная и более проработанная конструкция непроходного станка теперь уже от компании Van Mark. Чем данный листогиб отличается от своего предшественника? Рассмотрим подробнее основные отличия этих листогибочных станков.
Глубина подачи материала
Первая характеристика любого непроходного листогибочного станка, на которую сразу обращают внимание покупатели, занимающиеся изготовлением доборных элементов кровли и отливов – это глубина подачи станка. У станка Van Mark данный параметр составляет 520 мм, в то время как у ТAPCO всего 480 мм. Несмотря на столь небольшую разницу, листогиб от Van Mark является более универсальным.


Устройство прижимной станции
Еще одна существенная разница между станками заключается в устройстве прижимной станции. У станка ТAPCO она основана на «кулачке», защелкиванием которого осуществляется фиксация материала в станке.


Минус данной конструкции в том, что настройка станка должна точно соответствовать толщине металла, с которым работает оператор. Данное требование необходимо соблюдать, так как в процессе защелкивания «кулачок» проходит так называемую «мертвую точку», после которой гибочная балка занимает фиксированную позицию. Если в этом моменте ошибиться с настройкой под определенную толщину металла – это может привести к поломке кулачкового механизма. Несмотря на то, что кулачок является одним из расходных материалов, дополнительные затраты вряд ли порадуют предпринимателя.
Чтобы настроить прижим под другую толщину металла, необходимо открыть до конца прижимную балку и при помощи шестигранника отрегулировать положение крепежных элементов (по часовой или против часовой стрелки, в зависимости от регулировки под более тонкий или более толстый металл) на каждой прижимной станции.
У листогиба Van Mark такая проблема отсутствует, так как на данном листогибочном оборудовании прижим заготовки осуществляется при помощи поворота эксцентрика.

Данная конструкция позволяет работать с металлом различной толщины без дополнительных перенастроек.
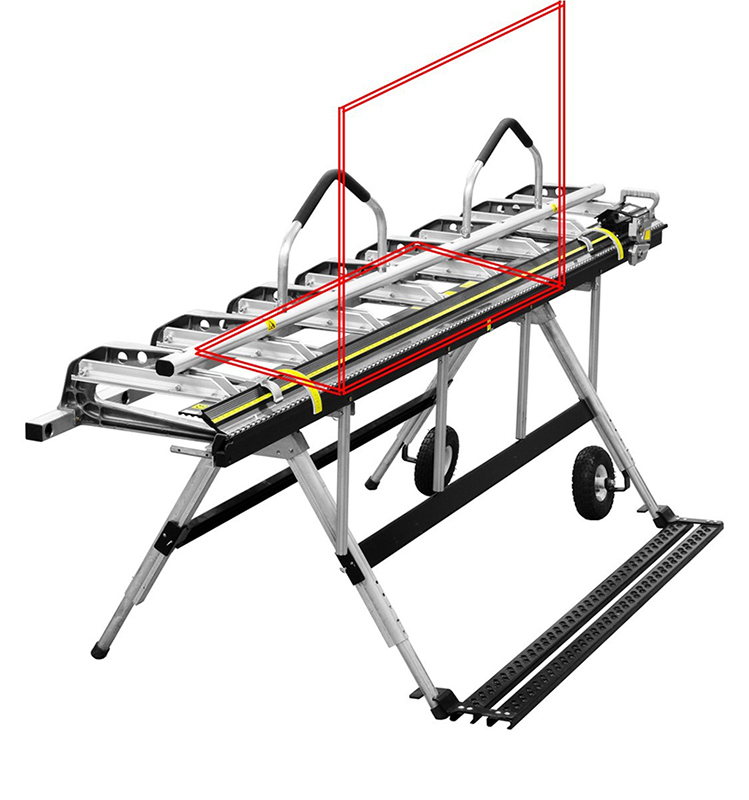
Для того, чтобы сохранить одинаковую силу прижима на протяжении всей длины балки у станка TAPCO прижимные станции расположены достаточно часто. Но если Вы обратите внимание на Van Mark, который рассчитан на ту же самую толщину металла при той же рабочей длине, то Вы можете отметить, что здесь прижимные станции стоят реже.


Чем реже стоят станции, тем меньше элементов задействовано в фиксации заготовки, тем меньше вероятность выхода из строя станка.
В прижимной станции TAPCO на каждый поворот ручки вступает в действие несколько «суставов»: один – у основания прижимной станции, два – у самой прижимной балки, ещё один на уголках и последний на самом сочленении кулачка с пяткой.


Так как эта многосуставная конструкция довольно часто вступает в движение, выход из строя данного механизма более вероятен, чем у станка Van Mark, у которого при движении прижимной балки участвуют только 2 сустава (в основании прижимной станции и у эксцентрика).
Кроме того, при фиксации заготовки в станке ТАРСО ручка прижимной балки входит в рабочую область. Например, при сгибании листа, сильно выступающего наружу из станка, наступает момент, когда лист ударяется об ручку и догнуть его на нужный угол уже невозможно. При работе со станком Van Mark зажим заготовки осуществляется поворотом ручки от себя. Таким образом ручка уходит из рабочей зоны, и не препятствует процессу гибки.

Точка приложения усилий
Стоит отметить, что предупреждающие надписи, размещённые на самом станке, напоминают оператору о том, что необходимо производить гиб, только одновременно держась за 2 ручки гибочной балки. Если держаться только за одну ручку, то усилие передается в одной точке, что способствует выходу из строя ручки. Однако у станка Van Mark на гибочной балке используется специальная скоба, которая равномерно распределяет приложенное усилие, а значит автоматически нивелируется опасность выхода ручки из строя.
Тоже самое касается и ручки на прижимной балке. Конструкция сопряжения ручки с прижимной балкой достаточно уязвима. Приложив достаточно большое усилие на листогибе TAPCO в момент защёлкивания прижимной балки, можно сломать ручку. Поэтому многим производителям приходится покупать данный расходный материал для ремонта своих станков.


В свою очередь, у станка Van Mark используются хомуты - систему с хомутом сломать значительно труднее, поэтому в данном отношении этот станок более надёжен.
У станка ТАПКО прижимная балка в местах соединения с прижимными станциями имеет технологические вырезы, т.е. усилие скручивания передается через незамкнутые участки профиля. В отличии от TAPCO, у Van Mark прижимная балка представляет собой замкнутую трубу, безо всяких отверстий и поэтому поломок, связанных с технологическими пазами у него быть не может.
Таким образом, покупая более дорогой станок Van Mark сейчас, Вы будете экономить деньги в дальнейшем, так как у Вас не будет необходимости постоянно покупать расходные запчасти. А общая продуманность конструкции станка повысит производительность труда и сделает работу за ним максимально безопасной и продуктивной.
Цена на листогибочный станок отличается в зависимости от производителя и технических характеристик. Сотрудники нашего кол центра помогут Вам определиться с выбором оптимальной модели оборудования. Получите полную консультацию по бесплатному номеру горячей линии 8 (800) 555-83-05