
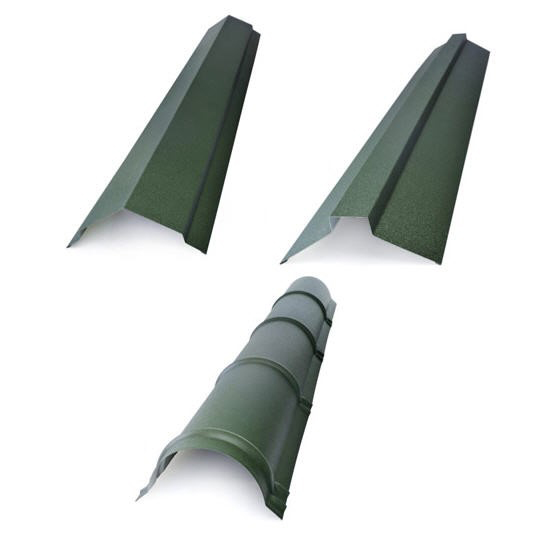
Кровельный конек – является одним из доборных элементов скатной кровли. Его устанавливают в местах соединения скатов, крепление осуществляется непосредственно к кровельному покрытию.
Кровельный конек – является одним из доборных элементов скатной кровли. Его устанавливают в местах соединения скатов, крепление осуществляется непосредственно к кровельному покрытию. Конёк не только фиксирует крепление листов кровельного материала, тем самым создавая законченный и привлекательный вид кровли, но и выполняет функции гидроизоляции в узлах соединения скатов, предотвращая попадание влаги в вентиляционные отверстия.

Кровельные коньки изготавливаются из металлических листов толщиной до 1 мм, длина изделия составляет, как правило, порядка 2-6 м. Металлический лист окрашивают в цвет кровельных листов в заводских условиях.
Производство кровельных коньков на листогибах
Несмотря на удивительный технологический прогресс, при изготовлении доборных элементов из оцинкованной стали по-прежнему незаменимы ручные мобильные листогибы.
Что бы выбрать и купить листогиб для производства доборных элементов кровли, таких как конек, следует обратить внимание на следующие особенности:
- рабочая длина станка должна позволять изготавливать элементы различной длины. Чем больше будет значение данного параметра, тем большее количество модификаций изделий Вы сможете производить;
- толщина обрабатываемого металла. Значение данной величины при производстве кровельных коньков может не превышать 1,0-1,5 мм, поэтому для работы вполне подойдут ручные листогибы;
- максимальная глубина подачи листа. Данный параметр будет влиять на ширину изготавливаемого изделия, следовательно, чтобы использовать эту опцию станка, необходимо заранее продумать размеры предполагаемых изделий;
- максимальный угол сгиба. Изготавливать доборные элементы кровли можно на станке с любым значением данного параметра, но все же желательно, чтобы данное значение у станка составляло 180 градусов. Это позволит не только сократить производственный процесс, но и отказаться от дополнительного оборудования для гибки на заданный угол.
В большинстве случаев приходится работать с уже окрашенным металлом, поэтому очень важно, чтобы листогиб не повреждал поверхность заготовки при гибке. Данное условие обеспечивается наличием вставки из полимерного материала на гибочной балке.
Также важна степень прижима листа, которая обеспечивает надежную фиксацию материала при гибке. В большинстве станков она регулируется эксцентриковым механизмом.
Использование ручных листогибочных станков позволяет использовать его повсеместно, за счет легкой конструкции и простой сборки листогиб очень мобилен. Для удобства его транспортировки предусмотрена возможность быстрого снятия рукояток с кронштейнов.
Изготовление прямоугольного конька на ручном листогибочном станке
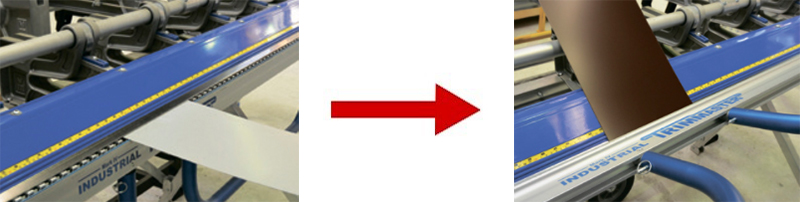
Шаг 1.. Необходимо вырезать заготовку необходимых нам размеров из металлического листа. Для этой операции можно использовать роликовый нож (как правило он идет в комплекте с листогибочным станком). Также, если у вас крупное производство – можно воспользоваться гильотиной, с ее помощью может существенно ускорить процесс резки металла.
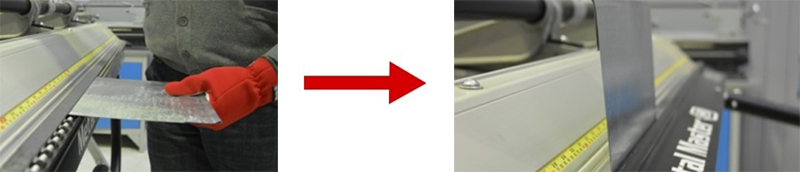
Шаг 2. Помещаем заготовку в листогибочный станок, так чтобы снаружи осталась полка в 15 мм После чего делаем первый сгиб с края заготовки на 135°.
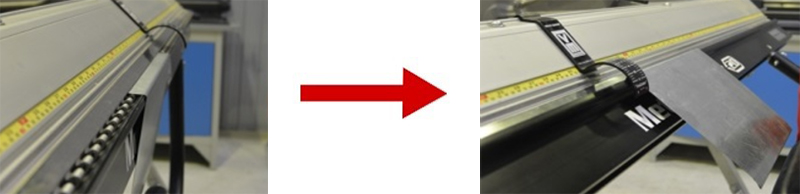
Шаг 3. Далее поворачиваем заготовку так, чтобы лицевая сторона оказалась внизу, затем помещаем ее на прижимную балку и осуществляем догиб до 180°.
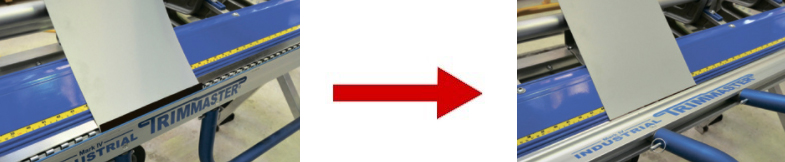
Для операции догиба Вы также можете использовать фальцезакаточную машинку.
Шаг 4. Фиксируем лист лицевой стороной вниз и по нанесенной ранее разметке осуществляем гиб на 75°, таким образом, чтобы с каждой стороны оставались полки одинаковых размеров, т.е. гиб совершается по центру изделия.

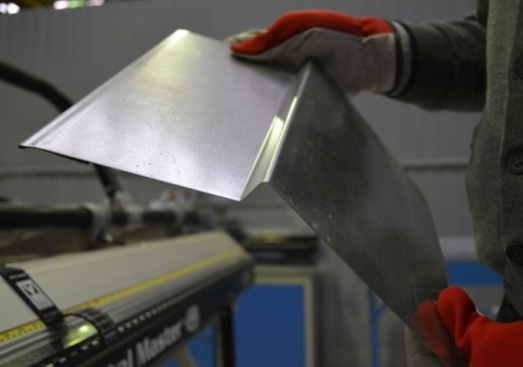
В результате получаем изделие следующего типа:

Изготовление фигурного конька на ручном листогибочном станке
Шаг 1. Вырезаем заготовку необходимых размеров из металлического листа по предварительно разработанным чертежам. Резка осуществляется по аналогии с процессом изготовления прямоугольного конька.
Шаг 2. Фиксируем заготовку в листогибе, так чтобы снаружи осталась полка 15 мм. Затем делаем первый гиб с края заготовки на 155°.
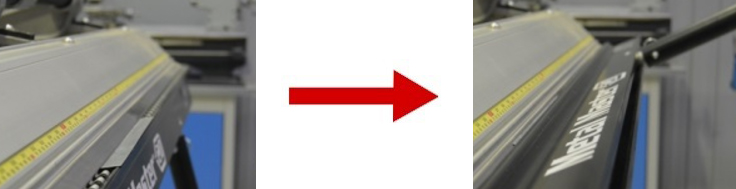
Шаг 3. Фиксируем заготовку на прижимной балке, после чего догибаем изделие до 180°. Как и в случае с прямоугольным коньком, для этой операции можно использовать фальцезакаточную машинку.
Повторяем те же действия с противоположной стороны заготовки.

В результате получаем заготовку следующего вида:
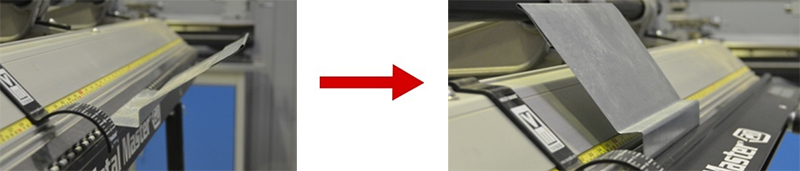
Шаг 4. Устанавливаем заготовку в станок так, чтобы внутренняя часть заготовки заходила на глубину 170 мм, после чего делаем сгиб в 90°.
Шаг 5. Шаг 5.Переворачиваем изделие и фиксируем его на станке так, чтобы заготовка находилась внутри станка на 150 мм, затем сгибаем ее на 45°.
В результате получаем заготовку следующего вида:
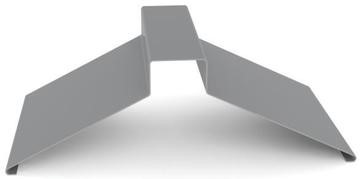
Шаг 6. Вновь осуществляем аналогичную операцию с другой стороны, как показано на рисунке.
В результате получаем изделие следующего типа:
Производство таких кровельных элементов на ручном листогибочном станке является достаточно простым. Примерное время изготовления одного конька составляет 3-5 минут, в зависимости от сложности изделия.