
Иногда машина может больше, чем написано в инструкции. Из этой статьи вы узнаете о том, на что способны сверлильные станки на электромагнитном основании. И как эти возможности можно использовать на практике.
Иногда машина может больше, чем написано в инструкции. Из этой статьи вы узнаете о том, на что способны сверлильные станки на электромагнитном основании. И как эти возможности можно использовать на практике.
В описаниях подобного оборудования всегда указывается, что допустимо нарезать резьбу до М24. Этот параметр можно считать завышенным, если решать задачу «в лоб». Однако на практике выполнялись гораздо большие резьбы, но не за один проход. Немецкие MAB 845 от компании BDS, белорусские МС-8+ и польские PRO100 обладают гораздо большей энерговооруженностью, чем заявлено в ТТХ. Кстати, машины унифицированы. Привода с редукторами производит немецкая фирма Eibenstock. Производство корпусов электромагнитов освоено в Гродно (Республика Беларусь). Электрика различается, но фактически это одна и та же машина.
Если высверлить по таблице отверстие нужного диаметра, и пробовать пройти резьбу стандартным метчиком, даже на М18-20 привод остановится по «аварии». Конечно, многое зависит от марки стали в конструкции. По обычной Ст3 любой инструмент идёт легко. Но там, где применение не самой дешёвой «сверлилки» действительно обосновано, встречаются гораздо более прочные материалы.
Очень востребованная область – ремонт поворотных площадок кранов
Можно поступить двояко. Первый способ – везти платформу на ремонтный завод на ракетном тягаче (простой магистральный тягач не потянет). Это фантастический расход топлива, согласования в ГИБДД, негабарит. Предприятию всё вылетит в копеечку. Второй вариант – ремонт на месте. Дешевле на порядок.
Поворотная площадка крана или погрузчика представляет собой огромный подшипник, стянутый болтами. При постоянной эксплуатации идёт износ, разбивается резьба стягивающих болтов. Ну не выкидывать же технику за 1 млн. евро, если можно починить за 1500 евро?
Железногорск, Курская область, Россия, 2008 год. Михайловский горно-обогатительный комбинат. Сломалась поворотная платформа роторного экскаватора в карьере. Для понимания масштабов – в ковше можно жить как в однокомнатной квартире. Техзадание было таково – высверлить старую резьбу М32, и нарезать ремонтный размер М36. Пару миллиметров от заводской резьбы – цементит, вырезается только твердосплавной фрезой, быстрорежущая сталь (Р6М5, импортное обозначение HSS) просто загорается, а потом лопается.
Старые резьбы высверлили, а новые нарезали уже вручную. Не успели машиной. Световой день пошёл на убыль, как и рабочий - по времени. Подписал документы у руководителя, оставил станок на ответхранение и поехал домой.
Одно из самых интересных техзаданий пришло из Минска, столицы моей родины. Управление Механизации №79 требовало ремонт крана по той же схеме. Масштаб организации виден на официальном сайте. Не указано разве что гражданское строительство. Но поверьте мне – в их «панельках» прошло детство многих из нас.

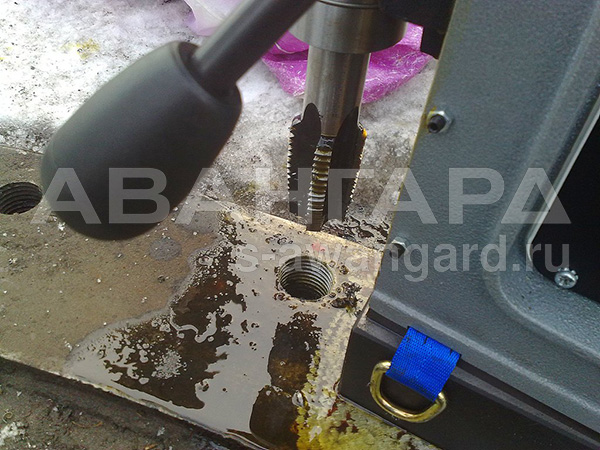
Задача была сложной, резьбы М33 и М39 никак не вписывалась в возможности станка. Работа со стандартными метчиками и резьбонарезным патроном обернулась полным провалом. Когда меня в очередной раз вызвали в Минск, инструментальный цех «разделил» метчик на 4: черновой, два проходческих и финишный. Резьбонарезной патрон тоже выточили сами, ибо по ГОСТу идёт уже 4-ый конус, а шпиндель станка поддерживает 3-ий. Можно было бы использовать переходные втулки, но тогда конструкция получилась бы громоздкой, да и рабочего хода станка попросту бы не хватило. При нарезании больших резьб, после прохода каждых двух-трёх витков следует выводить метчик из отверстия, очищать отверстие от стружки. Иначе срабатывает автоматическое отключение станка из-за перегрузки, а метчик и вовсе может заклинить в отверстии намертво (пример на видео.) Обильное применение СОЖ обязательно.
С задачей в итоге справились, машину не сожгли. Вывод – при грамотном подходе ресурс и возможности станка находятся за пределами параметров, указанных в инструкции.



Сверление в труднодоступных местах
Когда приходит зима, все хотят согреться. И греются от батарей. Греются люди, хозяева и хозяйки, коты. Но редко кто задумывается – откуда идёт тепло.
Техническая составляющая остаётся в сторонке. Тепло обеспечивают ТЭЦ: греют воду, чтоб потом пустить по трубам.

Как и любая техника, их оборудование требует ремонта. Теплообменники изнашиваются, а любая заминка в подаче тепла – микрорайон сидит в холоде. Для оперативного ремонта применяют «сверлилки» на э/магните. В данной конкретной ситуации требовалось высверлить пробки-заглушки, которые были вставлены вместо срезанных трубок-отводов, и обварены. Однако, при проведении испытаний на нагрузку по сварке пошли трещины. Выяснилось, что марки стали трубы испарителя и пробок отличались, соответственно их свариваемость тоже, что было недопустимо. Требовалось высверлить старые «ошибочные» пробки вместе со сваркой. Диаметр – до 36 мм.
Испаритель демонтировать невозможно, это огромная конструкция, глушить целую секцию – это значит снижать производительность. Высверлить обычным инструментом также не представлялось возможным, ни одно обычное спиральное сверло не справится с перекаленными сваркой пробками, да и в самую мощную дрель сверло такого диаметра не поставить. Для установки машины к вертикальной трубе была приварена площадка толщиной s=12 мм, на ней крепилась машина. Далее, с применением твердосплавного корончатого сверла пробки были успешно высверлены.


В мостостроении сверлильные станки на электромагните применяются очень широко. В 90% случаев это типовые операции сверления под прецизионные болты диаметрами от 20 до 32 мм. Но иногда техзадание, на первый взгляд, кажется практически невыполнимым.

При реконструкции одного из мостов, с расширением на две дополнительные полосы движения и замене ферм столкнулись с необходимостью сквозного сверления пакета из 4х пластин общей толщиной 150 мм. Диаметр – 90 мм. И всё это на высоте 15-20 метров, под самым полотном дороги. В данном случае главную сложность составляли диаметр и марка используемых сталей. Работа велась стандартно выпускаемыми корончатыми свёрлами с твердосплавными пластинами. О спецзаказе речи идти не могло, поджимали сроки приёмки моста, уже должны были начинаться испытания. При сверлении больших диаметров, как и при нарезании резьбы, следует периодически выводить инструмент из отверстия, удалять стружку. Последняя не идёт навивкой как при малых и средних диаметрах, а имеет мелкую фракцию.

Часть её отводится через стружкоотводящие канавки кольцевой фрезы, но часть остаётся в пазу. Смешиваясь с СОЖ и перемалываясь режущей кромкой, она попадает между стенками коронки и самой конструкцией, препятствует дальнейшей проходке отверстия, и в итоге клинит дорогой инструмент в пазу, ломаются зубья. Подачу следует осуществлять очень равномерно, обороты шпинделя выставлять строго согласно таблице диаметров, не более. Если появляется ощущение, что сверление дальше «не идёт», ни в коем случае не следует «душить» станок. Это первый признак того, что паз засорился стружкой, инструмент следует вывести, а паз прочистить. По такой методике было выполнено 32 отверстия. Мост был сдан.

Интересное техзадание поступило от Костромского судостроительного – судоремонтного завода. Им требовалось в уже совместно сваренных коробах просверлить отверстия около 50 мм в диаметре. Толщина стенки, марка стали и сам диаметр сложности не представляли, но их надо было выполнить соостно, а общая толщина конструкции значительно превосходила длину рабочей части инструмента, и даже рабочий ход шпинделя самого станка. Были применены вставки – удлинители, которые сами по себе рабочим инструментом не являются, к их нижней части только крепиться сам режущий инструмент (кольцевая фреза). Таким образом, инструмент можно опустить значительно ниже относительно базовой поверхности. Задача была выполнена.

